


Одним из главных условий получения высококачественного и правильного сварочного шва являются качественные, правильно подобранные электроды для сварки инверторным аппаратом.
Современный рынок располагает очень большим ассортиментом для электросварки. Все они имеют различия по типу, материалу покрытия и другим характеристикам. Ниже мы предлагаем вам ознакомиться с доступными вариантами и выбрать самый подходящий.
Содержание
Типы электродов для сварочных работ инверторным аппаратом

Все существующие электроды для электросварки делятся на плавящиеся и неплавящиеся. В основе плавящегося электрода проволочный стержень из металлической проволоки, покрытый снаружи специальной обмазкой. Благодаря покрытию, сварочная дуга может стабильно гореть, также покрытие обеспечивает хорошую защиту шва от газа и шлака.
Электроды, предназначение которых – сваривать стали неопределенного состава, а также медь, нержавейку, чугун и прочие металлы, производятся из определенного сплава. Неплавящиеся типы электродов применяются чаще всего при работе аргоновой сваркой.

Рабочие сварочные элементы выпускаются разной длины и диаметра. Длина электрода зависит от особенностей легирования проволочного стального стержня изделия, и может составлять от 30 до 45 сантиметров.
Вне зависимости от диаметра, все типы электродов находят самое широкое применение. Исключение составляет лишь диаметр 1.6 мм. Этот тип электродов поставляется только под заказ. Российскими сварщиками практически не используются.

Самая часто используемая классификация всех существующих электродов – по их назначению. Исходя из этого параметра, электроды делят на:
• Предназначенные для работы с элементами из углеродистых и низколегированных сталей.
• Для работы с высокопрочными теплоустойчивыми сталями.
• «Электроды по нержавейке» — для работы с высоколегированной сталью.
• «Электроды по алюминию».
• Электроды для сварки медных деталей и изделий на ее основе.
• Электроды по чугуну.
• Для ремонта и наплавок.
• Для сварочных работ по металлам, состав которых не определен.
Также довольно часто используется классификация по типу покрытия электродов. Существует четыре основных типа покрытий, но только два получили широкое распространение.
Электроды основного типа.

Свое название они получили из-за того, что стержень электрода имеет так называемое основное покрытие. Наибольшей популярностью среди основных электродов пользуется модель УОНИ 13/55. Использование этого изделия позволяет получить высококачественные швы, имеющие высокую сопротивляемость ударам, прочность и пластичность. Кроме того, на таких швах редко появляются кристаллические трещины, они плохо склонны к «старению». Электроды УОНИ, как правило, используются для сварочных работ повышенной ответственности, и изделий, которые будут работать в суровых условиях. К недостаткам данного типа электродов можно отнести удлинение дуги, неустойчивость покрытия к влаге и ржавчине, появление окалины или масла в районе сварочного шва. В совокупности все это может привести к появлению микропор. Кроме того, основными электродами можно работать только на обратном постоянном токе.
Второй тип электродов имеет рутиловое покрытие.
Эти изделия используются при сварке деталей из металла с малым содержанием углерода.Чаще всего используется марка МР-3. Эти электроды отличаются хорошими технологическими качествами, а именно:
• Электрическая дуга устойчиво горит и на постоянном и на переменном токе.
• Раскаленный металл практически не разбрызгивается.
• Швы высокого качества при любом положении свариваемых деталей.

• Очень хорошо отделяется шлак.
• Электроды можно использовать для работы по грязным и ржавым поверхностям.
• Готовые сварочные швы имеют очень хороший вид, без пор и каверн.
• Хорошо подходят для сварки деталей из стали с небольшим содержанием углерода.
Выбираем электрод с учетом материала и режима работы
Правильный выбор электрода для работы, конечно, играет большую роль, однако, кроме этого, еще необходимо знать, с какой полярностью и током нужно работать в каждом конкретном случае. Почти все инверторы используют в работе постоянный ток. Работая с постоянным током, деталь электрод можно подсоединить несколькими способами, а именно:
Если полярность прямая, электрод подключается на «минус» а деталь на «плюс».
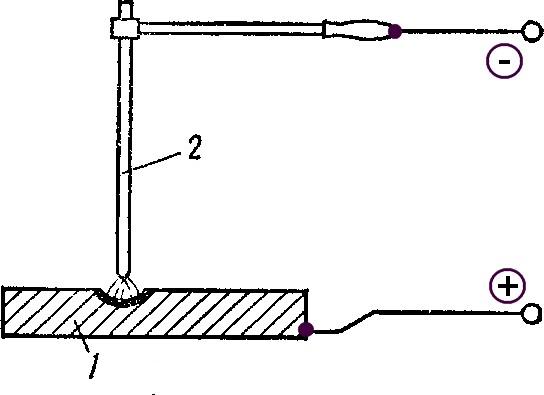
При работе на обратной полярности – наоборот, электрод подсоединяется на «плюс», а обрабатываемая деталь на «минус».

В процессе работы на прямой полярности вырабатывается более высокая температура, если сравнивать с теми же значениями при работе на обратной полярности. Поэтому работа на обратной полярности имеет смысл в следующих случаях:
• Если необходимо сварить тонкий листовой металл. Так как температура на обратной полярности меньше, заготовка не сгорит.
• При работе с высоколегированными марками сталей. «Обратка» в этом случае существенно снижает вероятность перегрева детали.
Работать на прямой полярности лучше с массивными заготовками, которые нужно хорошо прогревать для качественной сварки.
В сварочном деле существует три основных характеристики, от которых напрямую зависит качество работы:
• Сварочный ток.
• Диаметр обрабатываемой детали.
• Толщина рабочего материала.
Для начала необходимо определиться с зависимостью диаметра рабочего элемента и толщиной детали, с которой предстоит работать. Например, сталь толщиной до 1.5 мм. варится почти всегда с помощью полуавтомата или аргоновой сваркой.

Дуговая электросварка для этого практически не используется. Сталь толщиной 2мм варят электродами диаметром 2.5мм. Чтобы качественно сварить сталь толщиной 3 мм, понадобятся электроды диаметром 2.5-3 мм.
Для стали толщиной 5 мм – электрод 3.2-4 мм.
В работе с изделиями толщиной от 6 до 12 мм. используются рабочие элементы диаметром 4-5 мм.
Для стали толще 13 мм. применяют электрод в 5 мм.
Важный момент: чем больше диаметр электрода, тем меньше плотность рабочего тока. В результате дуга начинает колебаться, «блуждать», менять длину и вести себя нестабильно. Из-за этого глубина шва уменьшается, а ширина наоборот – увеличивается. В большинстве случаев производители таких электродов указывают на упаковке необходимые показатели сварочного тока. Если же производитель не указал нужную информацию, необходимо ориентироваться на следующие показатели:
• Для электрода диаметром 2 мм нужен ток 55-65 А.
• Для электрода шириной 2.5 мм – 65-80 А.
• Для 3 мм – 70-130А.
• Для 4 мм – 130-160 А.
• Для 5 мм – 180-210 А.
• Для 6 мм – 210-240 А.
Исходя из вышесказанного – выбирая рабочий элемент определенного диаметра для сварочных работ, необходимо в первую очередь обращать внимание на то, какой толщины обрабатываемая деталь. Если работать по тонкому металлу электродом большого диаметра, или превысить сварочный ток, то в шве обязательно останутся поры.
Маркировка сварочных электродов
Самая распространенная марка среди зарубежных производителей электродов – ESAB.

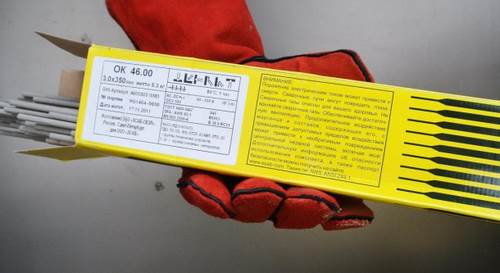
Название каждого типа электродов этой марки начинается с ОК, после которого идет 4-циферное обозначение. В продаже есть очень много вариаций, но самыми распространенными являются следующие:
• ОК 46.00 – электрод практически аналогичен свойствам марки МР-3. Отлично подходит для работы с низколегированными и углеродистыми сталямиПодходит для переменного и постоянного тока. Обеспечивает высококачественный шов.
• ОК 48.00. Предназначаются для работы на ответственных конструкциях. Работают только на постоянном токе.
• ОК 61.30 и ОК 63.20. Используются при сварке «нержавейки» практически всех марок. Перед покупкой необходимо обязательно поинтересоваться у продавца-консультанта, подойдут ли эти электроды для работы с конкретной маркой нержавеющей стали.
• ОК 68.81. Прекрасная модель. Отлично подходит для сварки изделий из сталей неопределенного состава и трудносвариваемых деталей.
• ОК 92.60. Электроды для чугуна и соединения чугунных деталей с разными типами сталей.
• ОК 96.20. Электроды по алюминию.
Критерии выбора подходящих электродов
Проанализировав все вышесказанное, можно определить несколько основных моментов, на которые нужно обязательно обратить внимание, выбирая электроды для электросварки. Для начала нужно точно определить, с каким именно металлом предстоит работать и выбрать электрод по типу металла. Если предстоит работать с ответственной конструкцией, лучше не экономить и купить продукцию от известного производителя. Например, шведские изделия, которые мы упоминали выше, зарекомендовали себя очень хорошо. Если нужно сварить детали из углеродистой стали, обязательно следите за чистотой поверхности. Если она покрыта маслом, влажная или ржавая, следует приобрести электроды, имеющие рутиловое покрытие. Если предстоит работать на ответственных конструкциях, рекомендуется использовать рабочие элементы с основным покрытием.
Однако в любой ситуации нужно помнить о том, что все изделия требуют предварительной подготовки поверхности. Кроме того, необходимо точно определить толщину обрабатываемой детали, исходя из чего, выбрать оптимальный сварочный ток.
К процессу выбора нужно подходить максимально ответственно. Если электроды выбраны правильно, то даже на самом дешевом инверторе можно варить почти любые металлы на самом высоком уровне.
https://www.youtube.com/watch?v=E4in4gDJNvs
















