


Для сборки аппарата сварочного своими руками одного желания будет недостаточно, а если быть точным — маловато. Поэтому естественным образом в голову закрадывается мысль,
«А можно ли вообще собрать аппарат сварочный самостоятельно?». Можно и даже нужно!
Содержание
Что необходимо для сборки сварочного аппарата
Для сборки сварочного инвертора своими руками первоначально необходимо определиться с электрической схемой, которая будет соответствовать необходимым рабочим параметрам аппарата.
Схема выбирается на основании параметров тока сварочного и комплектующих, из которых планируется собрать сварочный аппарат. Напомним, что максимальный уровень сварочного тока для сварочных аппаратов, может быть задан в рабочем интервале от 40 до 130 А.
Мощность сварочного тока в данном случае позволит производить сварку деталей электродом 3 мм. В качестве схемы и элементной базы для сварочного аппарата рекомендуется использовать радиодетали советского производства: диоды, тиристоры, резисторы, транзисторы, конденсаторы, дроссели, а также «не пробитые» готовые трансформаторы.

Как показывает практика, отработанные и проверенные веками схемы не будут в дальнейшем нуждаться в сложной регулировке и настройке стендовым оборудованием.

Не помешает также полистать журналы «Радиолюбитель» за 60-е годы, где доступно, а главное правдиво изложены основы знаний по электротехнике для жаждущих и поклонников радиоэлектроники.
Если рассмотреть сборку сварочного инвертора фабричного изготовления «Made in China», ценой до 500 у.е., то можно обнаружить знакомые со времен эпохи СССР электронные элементы. Ах, вот откуда «дровишки»!
Позаимствованная однажды схема была взята на вооружение китайскими специалистами, которые наладили серийное производство сварочных аппаратов. Так почему бы не собрать сварочный инвертор своими руками, приобретя за копейки необходимые элементы.
Из каких элементов должен состоять сварочный аппарат
Сварочный аппарат предназначен для работы с электродами до 4-5 мм и обладает значительным запасом по току.
Основные технические характеристики аппарата сварочного:
• максимальный рабочий ток от 220 до 250 А
• питанием является бытовая электросеть 220 В
• наличие тока холостого хода до 30 А
• управление током сварки от 30 до 220 А.

Сварочный аппарат, который собирается своими руками, должен состоять из блока питания и собственно электронного блока. Конструкцию электронного блока необходимо продумать, учитывая размеры и схему крепления и установки выходного трансформатора, а также охлаждающих элементов.
Конструктивно сварочный аппарат, собираемый самостоятельно, состоит из блоков:
• блока питания
• блока выпрямителя
• блока инвертора
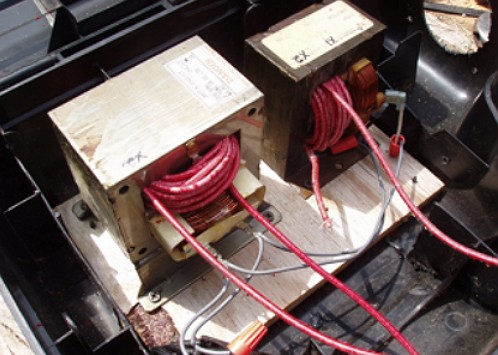
блок питания
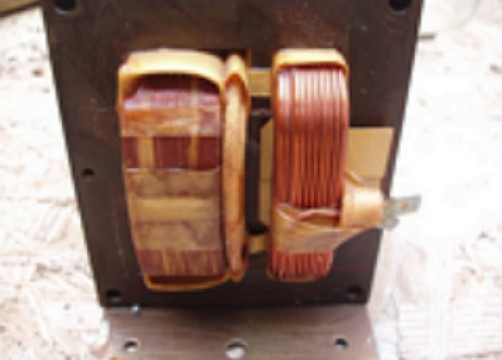
Основным элементом блока питания сварочного инвертора является трансформатор трехфазный с двумя обмотками. Рекомендуется производить соединение первичных обмоток на магнитопроводе по типу «звезда» или «треугольник». Такие типы соединения применяют для устройства в случае его питания от сети потребителя напряжением 220/380 В.

Если планируется подключение устройства к однофазной сети 220 В., применяют соединение обмоток крайних стержней магнитопровода параллельно-встречным соединением.
Схему соединения вторичной обмотки необходимо фиксировать в разомкнутый «треугольник». Для ручной намотки значение витков обмоток трансформатора является расчетным.
Так, например для блока питания, рассчитанного на источник тока 250 А, будет применена схема, в которой:
• для первичной обмотки трансформатора, который формируется самостоятельно, первичная обмотка будет состоять из 100 витков провода ПЭВ сечением 0,3 мм.
• для вторичной обмотки 2 будет задействовано 15 витков провода сечением 1 мм.
• для вторичной обмотки 3 будут использованы 15 витков ПЭВ сечением 0,2 мм.
• для вторичной обмотки 4 и 5 используют 20 витков провода сечением 0,35 мм.
Намотка трансформатора осуществляется на ферритовый сердечник Ш7х7 или 8х8.
Конструкция и блок питания, включая трансформатор должны находится в определенном температурном режима, поэтому необходимо предусмотреть наличие вентилятора 220 В на 0,13 А. Для этих целей можно использовать вентиляторы от старых РС Pentium 4.
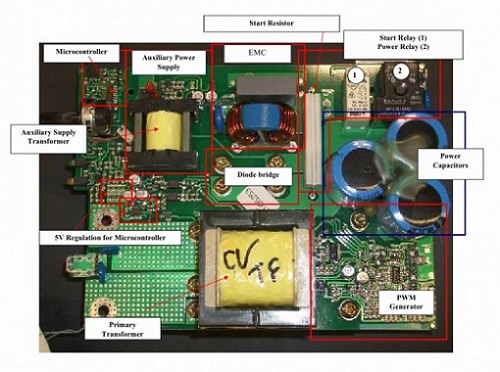
принцип действия инверторной схемы
Согласно схеме работоспособность инвертора сварочного осуществляется от сети 220 В, начиная с выпрямления сглаживающими конденсаторами.
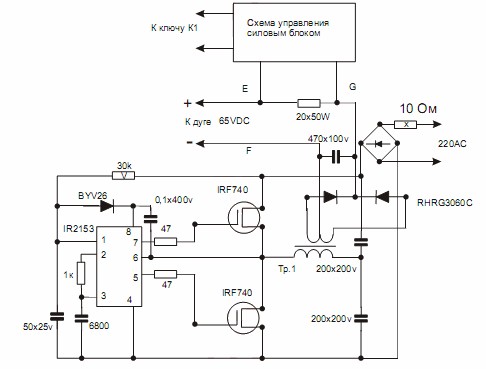
Затем полученный импульс подается на транзисторные ключи, осуществляющие передачу постоянного напряжения в высокочастотное переменное. Высокочастотное переменное напряжение подается на трансформатор ферритовый.
Таким образом, основными этапами преобразования энергии в инверторе являются:
• выпрямление входного переменного напряжения сети 220 В
• преобразование напряжения постоянного в высокочастотное переменное
• понижение напряжения высокочастотного
• выпрямление пониженного напряжения.
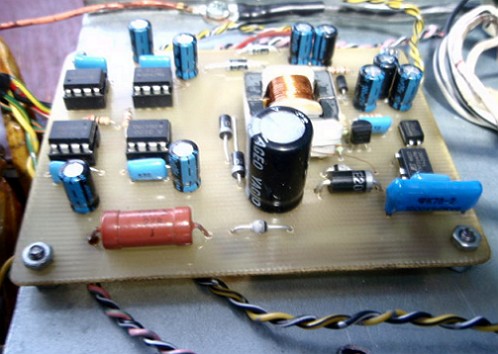
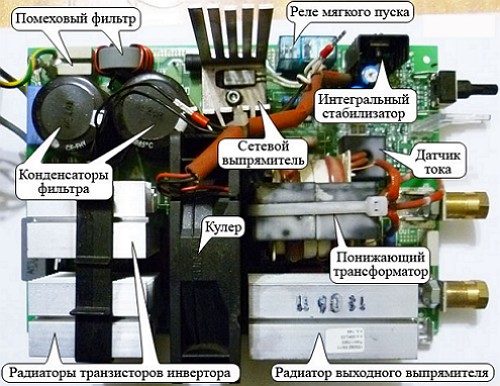
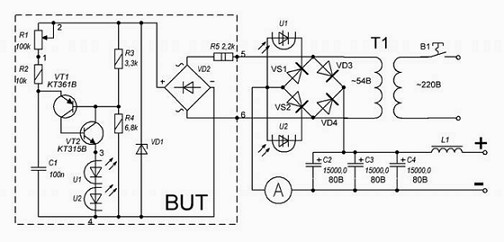
блок выпрямителя
Инверторная схема состоит из мощных транзисторов-ключей, переключающихся с частотой до 80 кГц. Чтобы транзисторы заработали, необходимо подать постоянное напряжение, полученное с выпрямителя. В качестве выпрямителей в схеме сварочного инвертора выступает диодный мост, сигнал который сглаживается фильтрами конденсаторами.
Так осуществляется основная ступень преобразования входного напряжения. Транзисторы переключаются на частоте до 80 кГц, поэтому работа понижающего трансформатора осуществляется на такой же частоте.
Необходимо напомнить, что на конденсаторах фильтра напряжение превосходит напряжение с выходом диодного моста в 1,41 раза. После прохождения диодного моста пульсирующее напряжение 220В будет накоплено конденсаторами по формуле: 220В х 1,41 = 310,2 В.

Ограничение рабочего напряжения в 250 В позволит получить 350 В на выходе фильтра, что и требовалось получить. Благодаря высокой частоте можно уменьшить вес и габариты трансформатора.
На плате блока выпрямителя предусмотрено место установки реле промежуточного и вентилятора охлаждения.
Сборка сварочного инвертора
Корпус сварочного инвертора может быть изготовлен из тонкой листовой стали, текстолита или винипласта. Отлично, если в хозяйстве домашнего Мастера имеется готовый корпус от какого-либо прибора.

Произведите компоновку основных собранных блоков инвертора и закрепите их. На лицевую сторону корпуса необходимо установить светодиодный индикатор и тумблер для включения, а также переменное сопротивление для регулировки мощности сварочного тока.

На корпусе должны быть также расположены зажимы для кабелей сварочных.
















