


पिछले वर्षों में, लिनोलियम अभी भी अपने बेजोड़ अपील और स्थायित्व, अन्य प्राकृतिक और सिंथेटिक परिष्करण सामग्री की तुलना में नियुक्ति और रिश्तेदार घटियापन की आसानी के कारण सबसे लोकप्रिय फ्लोर कवरिंग है। कई डिजाइन और रंग, पारिस्थितिक सुरक्षा और उत्कृष्ट प्रदर्शन के लिए यह संभव सफलतापूर्वक आवासीय और कार्यालय अंतरिक्ष के लिनोलियम फर्श अंतरिक्ष के पंजीकरण के लिए आवेदन करने के लिए बनाते हैं।
हालांकि, सतत संचालन न केवल कोटिंग गुणवत्ता निर्धारित किया जाता है, लेकिन यह भी स्टैकिंग प्रौद्योगिकी को पूरा - वेल्डिंग लिनोलियम। तथ्य यह है कि इस तरह के वेल्डिंग लिनोलियम और कैसे लिनोलियम सही ढंग से डाल करने के लिए लेख में चर्चा की जाएगी।
लिनोलियम की वेल्डिंग: मूलभूत विधियां
पहली नजर आसानी और तुच्छता बिछाने लिनोलियम पर प्रतीयमान के बावजूद, इस प्रक्रिया, कठिनाइयों और चुनौतियों का एक बहुत पैदा कर सकता है, क्योंकि यह कौशल और क्षमताओं, विशेष उपकरण और प्रौद्योगिकी स्टैकिंग के कब्जे कि धारणाओं। बेशक, फर्श अपने हाथों से कवर संभव है की पूरी रेंज बनाने के लिए है, लेकिन आप खाते में प्रक्रिया की विशेषताओं लेने के लिए की जरूरत है।

इसलिए, विशेषज्ञ लिनोलियम डालने के लिए दो बुनियादी, काफी सरल तकनीकों को अलग करते हैं:
- बिछाने का कोई गोंद तरीका नहीं है,
- gluing के साथ लिनोलियम बिछाने।
ग्लेलेस फर्श प्रौद्योगिकी, निष्पादन योजना में इकाई होने के नाते, घटना में लागू होता है फर्श क्षेत्र है, जो 20 से अधिक वर्ग नहीं कवर डेक फर्श पर काम कर रहा है कि। एम। इस प्रयोजन के लिए समायोजन पैटर्न कटौती इच्छित आकार शीट के लिए खाते भत्ता को ध्यान में रखकर और फर्श की सतह पर खड़ी। विश्वसनीयता और वेल्डिंग और baseboards फिक्सिंग से उसके stationarity कवर बन्धन कवर किनारों लाने के लिए।
ग्लूइंग के साथ लिनोलियम डालने की तकनीक और अधिक जटिल है और इसके उपयोग को प्राथमिकता उन क्षेत्रों में जहां एक बड़े लोड फर्श पर उम्मीद है में। इस मामले में लिनोलियम का फर्श दो तरीकों से किया जा सकता है:
1. लिनोलियम आधा में तब्दील हो गया है;
2. रोल में "चेहरे" रोल, संसाधित और चिपकने वाला रचना लुढ़का है। लकड़ी और पत्थर के फर्श को खत्म करने के लिए अक्सर इस बिछाने का उपयोग किया जाता है।

हालांकि, क्या आप लिनोलियम और क्या प्रौद्योगिकी बंद कर दिया है पर चयन की परवाह किए बिना, आप grouting के लिए एक मांग काम किया है। कुछ ही समय पहले, इस्तेमाल किया नाखून और टेप, आज वेल्डिंग फर्श पैनलों की बट वर्गों के लिए नई तकनीक और उच्च तकनीक सामग्री द्वारा प्रतिस्थापित कवर शीट के बीच जोड़ों और तेजी के सीलिंग के लिए एक आवासीय क्षेत्र में।
nastilke लिनोलियम धूम्रपान करने वालों में उपस्थित स्तर पर आवासीय प्रकार, विशेष चिपकने के आधार पर सफलतापूर्वक ठंड वेल्डिंग विधि का इस्तेमाल किया, जबकि कार्यालय परिसर और औद्योगिक जोड़ों में गर्म वेल्डिंग द्वारा सील कर रहे हैं। पीवीसी और उच्च तकनीक निर्माण उपकरण से बने विशेष छड़ के उपयोग के कारण यह विकल्प अधिक जटिल है।
ठंड वेल्डिंग द्वारा लिनोलियम डालने पर, आप यूट्यूब पर वीडियो से सीख सकते हैं।
आइए लिनोलियम के गर्म वेल्डिंग की विधि की तकनीकी विशेषताओं पर अधिक जानकारी दें।
लिनोलियम की गर्म वेल्डिंग
बस ध्यान दें कि जोड़ों और सीमों में शामिल होने की गर्म विधि केवल वाणिज्यिक लिनोलियम के संबंध में उपयोग की जाती है।
दुर्भाग्य से वाणिज्यिक लिनोलियम के निर्माता 2 मीटर से अधिक की चौड़ाई के साथ एक कोटिंग का उत्पादन करते हैं। और यह स्पष्ट रूप से सार्वजनिक या औद्योगिक परिसर की मंजिल को खत्म करने के लिए पर्याप्त नहीं है। वेल्डिंग द्वारा वाणिज्यिक लिनोलियम पैनलों का कनेक्शन - केवल एक ही रास्ता है। वाणिज्यिक कवरेज की एक विशेषता है यातायात वाले कमरे और फर्श की सतह पर एक उच्च दैनिक भार के साथ उपयोग करने की संभावना है। एक गर्म वेल्डिंग विधि का उपयोग करना, आप वस्तुतः शीट 2 1 करने के लिए, बारी stationarity और कोटिंग की विश्वसनीयता प्रदान करेगा।
गर्म वेल्डिंग के लिए उपकरण
गर्म वेल्डिंग के लिए उपकरण और आवश्यक उपभोग्य सामग्रियों को तैयार करें। आपको इसकी आवश्यकता होगी:
- वेल्डिंग एक कॉम्पैक्ट आकार और एक पारंपरिक बिजली की आपूर्ति करने के लिए कनेक्शन होने नलिका के साथ लिनोलियम के लिए विशेष उपकरण;
- एक कमाना चाकू;
- चिसील चिज़ल;
- वेल्डिंग कॉर्ड।

वेल्डिंग प्रक्रिया प्रौद्योगिकी
इसके तत्काल बाद प्रक्रिया प्रौद्योगिकी सरल है और यहां तक कि प्रारंभिक फर्क सिर्फ इतना है साथ लिनोलियम के ठंड वेल्डिंग की विधि के समान चरणों - चिपकने वाला नहीं किया जाता है, बजाय, सटे भागों plasticized पीवीसी से बना एक विशेष सुप्रीम रॉड का उपयोग कर वेल्डेड रहे हैं। उच्च तापमान के तहत यह पिघला देता है और मजबूती से संकीर्ण वी के आकार नाली संयुक्त में ठीक किया गया। लिनोलियम की चादरों के साथ जोड़ों के बीच चल रंग रस्सियों के विभिन्न प्रकार, आप आसानी से अपने कवरेज के लिए सबसे उपयुक्त का चयन करेंगे।
इससे पहले कि गर्म वेल्डिंग विशेषज्ञों, फर्श करने के लिए वाणिज्यिक पेस्ट लिनोलियम शीट की सिफारिश करते हुए खुद के बीच अधिकतम तंग कनेक्शन जाले प्रदान करते हैं। चादरों के बीच अंतराल और अंतराल की संख्या को न्यूनतम के रूप में वे वेल्डिंग करते भाग असमान और यहां तक कि ध्यान देने योग्य।
शुरुआती चरण में, एक स्लॉट छिद्र का उपयोग करके, बट खंडों पर नाली काट लें। नाली चौड़ाई, से अधिक नहीं 2-3 मिमी होना चाहिए, जबकि की गहराई - लिनोलियम के कम से कम ⅔ मोटाई। वैक्यूम क्लीनर का उपयोग करके, सावधानी से ग्रूव को साफ करें।
कॉर्ड तैयार करें। वेल्डिंग कॉर्ड काट लें ताकि इसकी लंबाई कामकाजी सीम की लंबाई ½ तक पहुंच जाए। 350-400 डिग्री के तापमान पर औद्योगिक ड्रायर का ताप, ध्यान से इसे में की हड्डी थ्रेड तैयार और वेल्डिंग शुरू करते हैं।
वेल्डिंग द्वारा लिनोलियम डालने के लिए सिफारिशें
एक अच्छा परिणाम प्राप्त करने के लिए आपको निम्नलिखित सिफारिशों का पालन करना चाहिए।
1. सबसे पहले, लिनोलियम के संयुक्त पैनल में वेल्डिंग रॉड के अंत के बल के साथ नीचे प्रेस। लगभग 1-2 सेकंड के बाद, ड्रायर को अपने हैंडल की तरफ ले जाएं।
2. वेल्डिंग, वेल्डिंग कॉर्ड के मुक्त छोर के स्थान की निगरानी करें। यह सीम संसाधित होने के लिए सख्ती से समानांतर होना चाहिए।
3. ड्रायर गति आंदोलन इस तरह से कि जब यह चलती कॉर्ड पिघलाया जाता है में चुना जाता है, चादर एक मामूली टक्कर पर कोटिंग छोड़कर।
वेल्डिंग के तुरंत बाद गठित चाकू की मदद से गठित ट्यूबरकल समाप्त हो जाता है। इंतजार मत करो जब तक यह ठंडा हो जाता है!
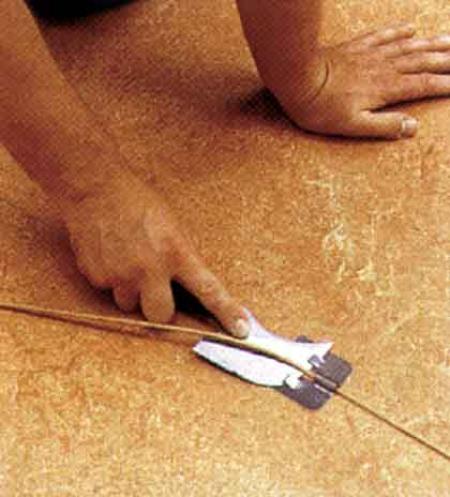
इसी प्रकार के कार्यों वेल्ड करने के लिए विपरीत दिशा में दोहराया जाता है मध्यम प्लेट 2-3 सेमी ओवरलैप चाहिए। एक पूरी तरह से ठंडा सीवन रूपों परिणाम है, जो भी जरूरी है कि कोटिंग की पूरी लंबाई के साथ एक चाकू आंदोलन हटाने के लिए।
याद रखें, वाणिज्यिक लिनोलियम पर वेल्ड का एक-चरण हटाने से जाग या अव्यवस्था हो सकती है!
















